
Сварочный трактор MZ 1000 (M308)
")





")
")
")
")
")
")
Поделиться
Оборудование для SAW сварки
- STANDART MZ 1000 (M308) предназначено для быстрой и качественной сварки за один проход продолжительных швов длиной от 20 мм до 12 м и толщиной свариваемого металла до 30 мм.
- Сварка осуществляется на постоянном токе с применением сплошных и порошковых проволок диаметром от 3 до 6 мм
- Оборудование представляет собой мощный инверторный источник питания и передвижную каретку, на которую установлены механизм подачи проволоки, 25-ти килограммовая кассета с проволокой, бункер со сварочным флюсом и блок управления

Качественная автоматизированная сварка
- Сварочный инвертор способен выполнять автоматическую сварку под флюсом внахлест, сваривать тавровые, угловые и стыковые соединения
- Оборудование позволяет сваривать кольцевые швы путем применения дополнительного вращателя, при этом сварочный трактор выступает в роли подвесной головки

Ключевые особенности:
- Функция памяти на 100 сварочных режимов
- Предварительная подача проволоки
- Ручной и автоматический режимы начала движения каретки
- Автоматический режим сварки без движения каретки
- Старт сварки «Протяжкой» и «Касанием» для SAW
- Возможность корректировать погрешность скорости сварки (движения сварочного трактора)
- Плата управления сварочного трактора обработана слоем специального силикона, что позволяет работать в особо запыленных или влажных помещениях
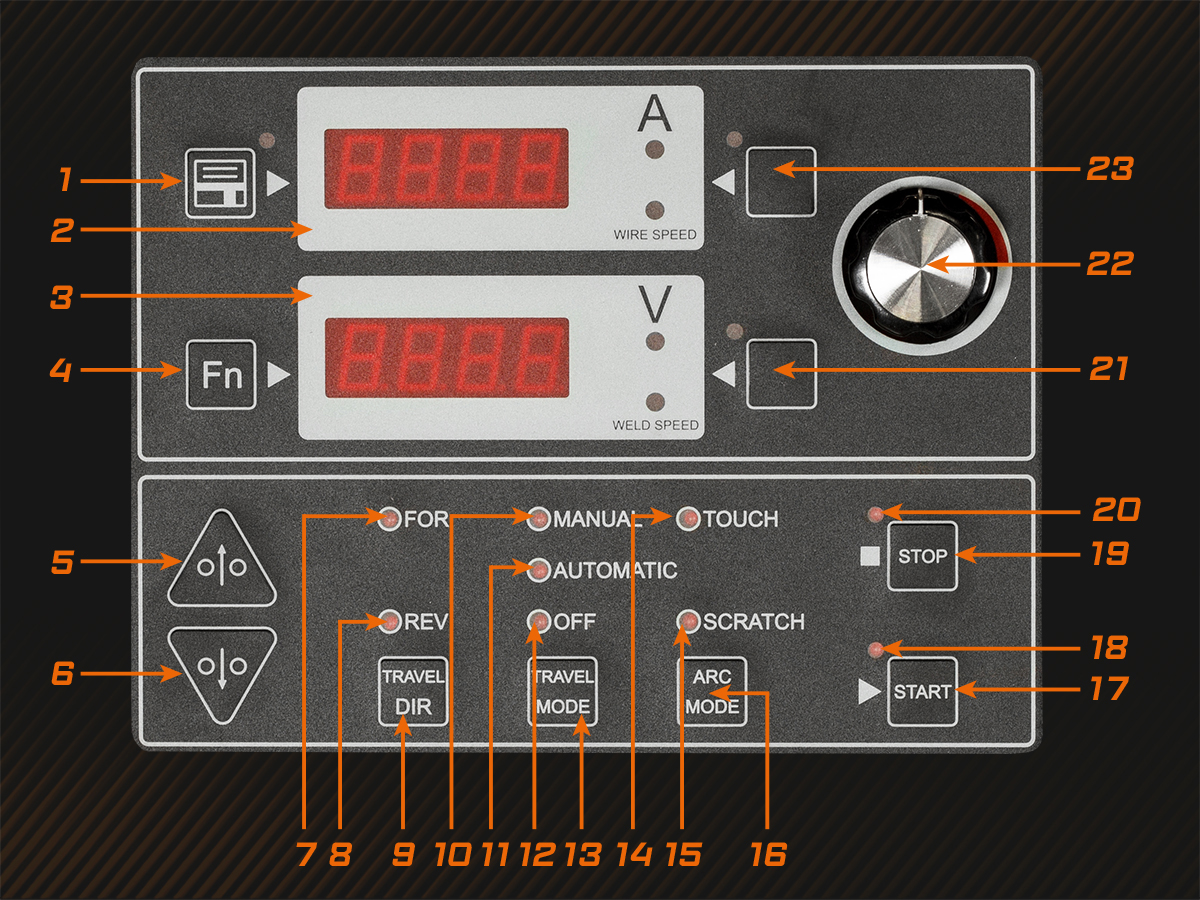
Удобное управление
- Кнопка программирования, используется для выбора программ сварки. Количество программ -100 шт. Запоминание происходит после окончания сварочного процесса
- Индикатор параметров сварки №1
- Индикатор параметров сварки №2
- Кнопка выбора дополнительных параметров сварки: F-DS – регулировка скорости подачи проволоки вперед до сварки; F-DC – регулировка скорости подачи проволоки назад до сварки; F-LO – регулировка скорости подачи проволоки перед сваркой; F-bC – регулировка скорости обратной подачи проволоки после окончания сварочного процесса
- Кнопка включения предварительной подачи проволоки (вверх)
- Кнопка включения предварительной подачи проволоки (вниз)
- Индикатор направления движения трактора (вперед)
- Индикатор направления движения трактора (назад)
- Кнопка переключения направления трактора
- Индикатор ручного режима. Используется для позиционирования трактора относительно изделия и настройки параметров сварки
- Индикатор автоматического режима. При нажатии кнопки «СТАРТ» начинается сварочный процесс
- Индикатор автоматического режима без движения каретки. При нажатии кнопки «СТАРТ» начинается сварочный процесс, но сварочный трактор стоит на месте
- Кнопка переключения режима трактора (ручной, автоматический, автоматический без движения каретки)
- Старт сварки «Касанием». При нажатии кнопки «СТАРТ» сначала подается проволока и напряжение. Трактор начинает движение только тогда, когда начинается сварочный процесс (короткое замыкание сварочной проволоки на деталь)
- Старт сварки «Протяжкой». При нажатии кнопки «СТАРТ» одновременно начинаются подача проволоки, движение тележки и сварка
- Кнопка переключения старта сварки
- Кнопка старта сварки
- Индикатор старта сварки
- Кнопка «СТОП»
- Индикатор остановки сварочного процесса
- Кнопка выбора режимов сварки: напряжение, скорость сварки (при выбранном режиме CV или СС на источнике питания)
- Регулятор параметров сварки.
- Кнопка выбора режимов сварки: сила тока, скорость подачи проволоки
Оставить комментарий
Заполните обязательные поля *.
Режимы сварки
| Характеристика | Значение |
|---|---|
| Режим сварки SAW DC CV | Да |
| Режим сварки SAW DC CC | Да |
| Режим сварки MMA DC | Да |
Технические характеристики источника
| Характеристика | Значение |
|---|---|
| Напряжение питающей сети | 380 В |
| Частота питающей сети | 50 Гц |
| Количество фаз | 3 фазы |
| Потребляемый ток | 79 А |
| Потребляемая мощность | 52 кВа |
| Сварочный ток SAW | 100–1000 А |
| Сварочный ток MMA | 100–1000 А |
| Рабочее напряжение SAW | 24–44 В |
| Напряжение холостого хода SAW | 79 В |
| Напряжение холостого хода MMA | 79 В |
| ПН (40°C) | 60 % |
| Сварочный ток при ПН, 100%, SAW | 1000 А |
| Сварочный ток при ПН, 100%, MMA | 30 А |
| Диаметр электрода MMA | 1.5–5 мм |
Технические характеристики сварочного трактора
| Характеристика | Значение |
|---|---|
| Диаметр сварочной проволоки SAW | 2.0 мм/2.4 мм/3.0 мм/3.2 мм/4.0 мм/5.0 мм |
| Емкость барабана проволоки | 30 кг |
| Объем контейнера флюса | 6 л |
| Скорость подачи проволоки | 30–300 см/мин |
| Скорость сварки | 3–102см/ мин; |
| Количество роликов | 4 шт |
| Высота регулировки сварочной головки | 100 мм |
| Высота регулировки вертикальной колонны | 70 мм |
| Высота регулировки поперечной балки | 100 мм |
| Угол поворота поперечной балки вокруг вертикальной колонны | 90 ° |
| Угол наклона горелки | 45 ° |
| Максимальная масса катушки | 30 кг |
| Внутренний диаметр барабана проволоки | 300 мм |
| Память программ сварки | Да |
Дополнительные функции SAW
| Характеристика | Значение |
|---|---|
| Старт сварки «Протяжкой» | Да |
| Старт сварки «Касанием» | Да |
| Предварительная подача проволоки | Да |
| Автоматический режим сварки без движения каретки | Да |
| Функция «Определение контакта массы» | Да |
| Регулируемый ток Hot Start | Да |
| Регулируемый ARC Force | Да |
| Функция «Плавный старт» | Да |
Дополнительные функции MMA
| Характеристика | Значение |
|---|---|
| Регулируемый Hot Start | Да |
| Регулируемый ARC Force | Да |
| Воздушно-дуговая строжка | Да |
Конструктивные решения
| Характеристика | Значение |
|---|---|
| Тип изготовления | Комбинированный |
| Тип транзисторов | IGBT транзисторы |
| Тип управления | Процессорное цифровое/Аналоговое |
Базовые характеристики
| Характеристика | Значение |
|---|---|
| Коэффициент мощности | 0.9 |
| КПД | 85 % |
| Класс изоляции | F |
| Степень защиты | IP 21 |
| Температура эксплуатации | –10…+40 °C |
| Габаритные размеры источника | 890×400×811 мм |
| Вес источника | 115 кг |
| Габаритные размеры трактора | 1030×470×730 мм |
| Вес трактора | 56 кг |
Панельные соединения
| Характеристика | Значение |
|---|---|
| Силовые выходы | Шина |
| Разъем управления | 10 pin |











